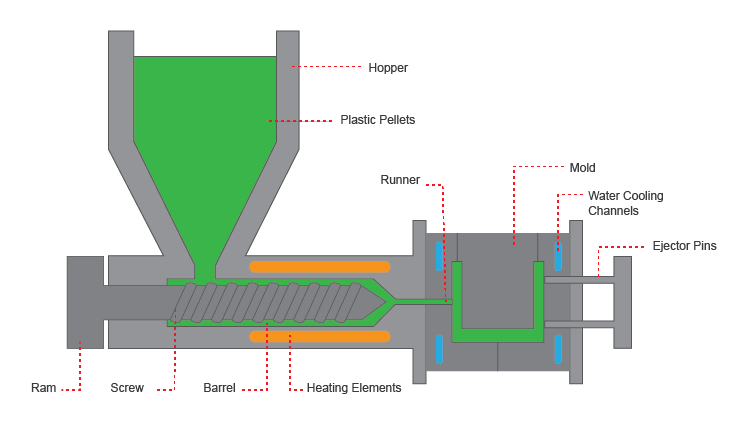
قالب گیری تزریقی چیست؛ کاربرد ها و مراحل تزریق

مطالب زیر را حتما مطالعه کنید
پلیمریزاسیون چیست؟ انواع پلیمریزاسیون
پلیمریزاسیون نام اشنایی است که بچه های مهندسی پلیمر آن را از ترم های اول...
فرایند اکستروژن (Extrusion) صنعت پلیمر چیست؟
شاید برایتان جالب باشد بدانید که گرانول ها فیلم های چند لایه و خیلی از...

روش تولید قطعات و محصولات پلاستیکی؛ انواع فرایند شکلدهی
پلیمر ها و به خصوص پلاستیک ها از موادی هستند که استفاده از انها به...
کامپوزیت پلیمری چیست؟ کاربرد کامپوزیت زمینه پلیمری
درس مهندسی کامپوزیت واحدیست که دانشجویان مهندسی پلیمر باید ان را در سالهای اخر تحصیل...

الاستومر چیست؟ کاربرد و انواع الاستومر یا لاستیک
یکی از دسته های مهم مواد پلیمری، الاستومر ها یا لاستیک ها هستند. کلمه الاستومر...



دیدگاهتان را بنویسید